Natural fiber-reinforced composites are becoming a growing trend because of their affordability, sustainability, abundant natural source, and minimal environmental effect. It has also shown to be an effective replacement of synthetic fiber, particularly in the transportation and construction sectors as ceiling, paneling, partition etc. In this study the jute fiber (Hessian Cloth) reinforced (10% to 50% fiber content by weight) Polypropylene (PP) and Polyethylene (PE) composite were made by compression molding technique to understand the effect of fiber loading on mechanical properties of two different thermoplastic composite materials. For jute fabric-reinforced thermoplastic composites, it was discovered that with 30 % fiber loading with PP and PE yielded the best results. It was found that the mechanical properties of the composites enhanced significantly with 30 % fiber content with PP and PE thermoplastic matrixes in contrast to 10% and 20% fiber content composites. However, increasing the fiber content over 30%, dramatically decrease the mechanical properties of the composite samples. The relationship between Tensile Strength (TS), Bending Strength (BS), Impact Strength (IS) and Tensile Modulus (TM), Bending Modulus (BM) was examined, along with water resistance properties for both composites. Additionally, the jute-reinforced polypropylene (PP) composite showed superior mechanical capabilities compared to the jute-polyethylene (PE) composite. This suggests that it could be a suitable replacement for the toy manufacturing, home or garden furniture, automotive and interior construction industries in the future.
| Published in | American Journal of Mechanical and Materials Engineering (Volume 8, Issue 1) |
| DOI | 10.11648/j.ajmme.20240801.12 |
| Page(s) | 15-24 |
| Creative Commons |
This is an Open Access article, distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution and reproduction in any medium or format, provided the original work is properly cited. |
| Copyright |
Copyright © The Author(s), 2024. Published by Science Publishing Group |
Composite Material, Jute Fiber, Polyethylene, Polypropylene, Mechanical Properties, Water Absorption
5.1. Mechanical Properties of the Composites
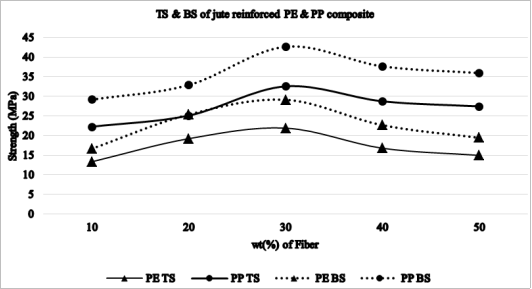
5.1.1. Tensile Strength (TS) and Bending Strength (BS)
Properties | Units | PE (10%) | PE (20%) | PE (30%) | PE (40%) | PE (50%) |
|---|---|---|---|---|---|---|
TS | MPa | 13.32 | 19.22 | 21.9 | 16.78 | 14.95 |
BS | MPa | 16.65 | 25.37 | 29.13 | 22.65 | 19.44 |
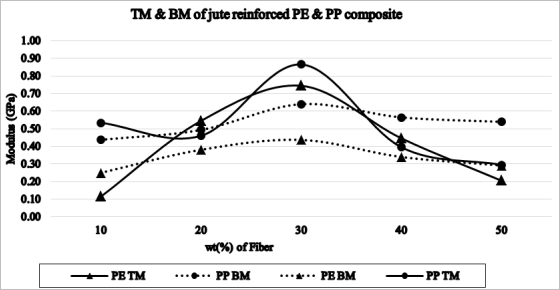
TM | GPa | 0.11 | 0.54 | 0.74 | 0.45 | 0.21 |
BM | GPa | 0.25 | 0.38 | 0.44 | 0.34 | 0.29 |
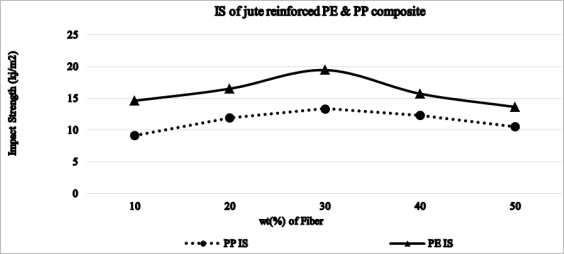
IS | kj/m2 | 14.64 | 16.53 | 19.47 | 15.74 | 13.66 |
Properties | Units | PP (10%) | PP (20%) | PP (30%) | PP (40%) | PP (50%) |
|---|---|---|---|---|---|---|
TS | MPa | 22.26 | 25.10 | 32.55 | 28.74 | 27.44 |
BS | MPa | 29.16 | 32.88 | 42.64 | 37.65 | 35.95 |
TM | GPa | 0.53 | 0.46 | 0.87 | 0.40 | 0.30 |
BM | GPa | 0.44 | 0.49 | 0.64 | 0.56 | 0.54 |
IS | kj/m2 | 9.17 | 11.92 | 13.37 | 12.29 | 10.55 |
5.1.2. Tensile Modulus (TM) and Bending Modulus (BM)
5.1.3. Elongation at Break
5.1.4. Impact Strength (IS)
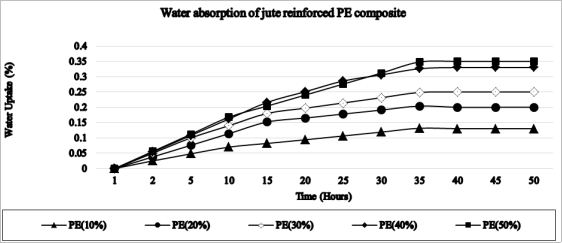
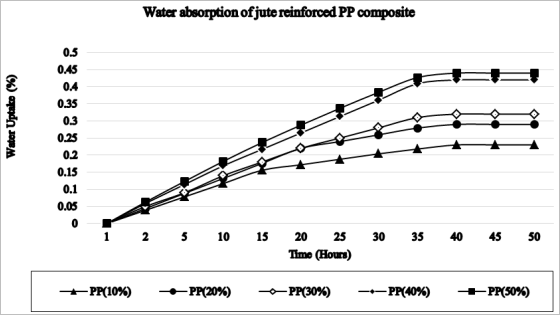
5.2. Water Uptake of the Composites
| [1] | Vigneshwaran S, Sundarakannan R, John KM, et al. Recent advancement in the natural fiber polymer composites: A comprehensive review. J. Clean. Prod. [Internet]. (2020), 277, 124109. |
| [2] | Bledzki AK, Gassan J. Composites reinforced with cellulose based fibres. Prog. Polym. Sci. (1999), 24(2), 221–274. |
| [3] | Wambua P, Ivens J, Verpoest I. Natural fibres: Can they replace glass in fibre reinforced plastics? Compos Sci Technol. 2003, 63(9), 1259-1264. |
| [4] |
Khan MA, Hossain M, Idriss Ali KM. Jute composite with MMA by gamma and UV radiations in the presence of additives. J Appl Polym Sci. 1999, 74(4), 900-906.
https://doi.org/10.1002/(SICI)1097-4628(19991024)74:4<900:AID-APP16>3.0.CO;2-J |
| [5] | Mujeri MK. The World Market for Jute: An Econometric Analysis. |
| [6] | Sreekumar PA, Joseph K, Unnikrishnan G, Thomas S. A comparative study on mechanical properties of sisal-leaf fibre-reinforced polyester composites prepared by resin transfer and compression moulding techniques. Compos Sci Technol. 2007, 67, 453-461. |
| [7] | Shamsuri AA. Compression Moulding Technique for Manufacturing Biocomposite Products. Int J Appl Sci Technol. 2015, 5(3), 23-26. |
| [8] | Riccieri JE, De Carvalho LH, Vázquez A. Interfacial properties and initial step of the water sorption in unidirectional unsaturated polyester/vegetable fiber composites. Polym Compos. 1999, 20(1), 29-37. |
| [9] | Ahmed MS, Haque MM, Khan RA, Miah MAH. Review on Properties of Natural Fiber Reinforced Polymer Composites: Effect of Gamma Radiation and Nano particles. Int. J. Eng. Mater. Manuf. (2024), 9(1), 15–29. |
| [10] | Khan MA, Haque N, Al-Kafi A, Alam MN, Abedin MZ. Jute reinforced polymer composite by gamma radiation: Effect of surface treatment with UV radiation. Polym - Plast Technol Eng. 2006, 45(5), 607-613. |
| [11] | Khan MA, Hassan MM. Effect of γ-aminopropyl trimethoxy silane on the performance of jute-polycarbonate composites. J Appl. Polym. Sci. 2006, 100(5), 4142-4154. |
| [12] | Khan MA, Hinrichsen G, Drzal LT. Influence of novel coupling agents on mechanical properties of jute reinforced polypropylene composite. J Mater Sci Lett. 2001, 20(18), 1711-1713. |
| [13] | Khan MA, Kopp C, Hinrichsen G. Effect of vinyl and silicon monomers on mechanical and degradation properties of bio-degradable jute-Biopol® composite. J Reinf Plast Compos. 2001, 0(16), 1414-1429. |
| [14] | Saba N, Tahir PM, Jawaid M. A review on potentiality of nano filler/natural fiber filled polymer hybrid composites. Polymers (Basel). (2014), 6(8), 2247–2273. |
| [15] | Mohanty AK, Misra M. Studies on Jute Composites—a Literature Review. Polym Plast Technol Eng. 1995, 34(5), 729-792. |
| [16] | De Medeiros ES, Agnelli JAM, Joseph K, De Carvalho LH, Mattoso LHC. Mechanical properties of phenolic composites reinforced with jute/cotton hybrid fabrics. Polym Compos. 2005, 26(1), 1-11. |
| [17] | Wolcott MP. Formulation and process development of flat-pressed wood-polyethylene composites. For Prod J. 2003, 53(9), 25-32. |
| [18] | Czvikovszky T. Reactive recycling of multiphase polymer systems through electron beam. Nucl Inst Methods Phys Res B. 1995, 105(1-4), 233-237. |
| [19] | Lotfi A, Li H, Dao DV, Prusty G. Natural fiber–reinforced composites: A review on material, manufacturing, and machinability. J. Thermoplast. Compos. Mater. (2021), 34(2), 238–284. |
| [20] | Gholampour A, Ozbakkaloglu T. A review of natural fiber composites: properties, modification and processing techniques, characterization, applications [Internet]. Springer US. (2020), 55(3), 829-892. |
| [21] | Pickering KL, Efendy MGA, Le TM. A review of recent developments in natural fibre composites and their mechanical performance. Compos. Part A Appl. Sci. Manuf. (2016), 83, 98–112. |
| [22] | Mohanty AK, Misra M, Drzal LT. Sustainable bio-composites from renewable resources: Opportunities and challenges in the green materials world. Renew. Energy Four. (2018), 3–4, 396–409. |
| [23] | Zannat M, Islam T, Hossain R. An Experimental and Numerical Approach of Polymer Composites Based on Jute-Bamboo Natural Fiber. Mechanics of Advanced Composite Structures (2019). |
| [24] | Rafiquzzaman M, Maksudul Islam M, Sarkar LK, Ashraful Alam Choudhury M, Ektiar Sikder M. Mechanical property evaluation of woven jute–coir fiber-based polymer composites. Int. J. Plast. Technol. (2017), 21(2), 278–296. |
| [25] | Rahman R, Putra SZFS. Tensile properties of natural and synthetic fiber-reinforced polymer composites. [Internet]. Elsevier Ltd. 81-102. |
| [26] | Hossain RM, Islam A, Van Vuure AW, Ignaas V. Effect of Fiber Orientation on the Tensile Properties of Jute Epoxy Laminated Composite. J. Sci. Res. (2012), 5(1), 43–54. |
| [27] | Askeland DR. Dispersion Strengthening by Phase Transformation and Heat Treatment. Sci. Eng. Mater. (1991), 126–134. |
| [28] | Bindusara TS, Keerthi Gowda BS, Velmurugan R. A Study on Mechanical Properties of Symmetrical and Asymmetrical Woven Jute Fiber Composite Polymer. IOP Conf. Ser. Mater. Sci. Eng. (2018), 376(1). |
| [29] | Aravindh M, Sathish S, Ranga Raj R, et al. A Review on the Effect of Various Chemical Treatments on the Mechanical Properties of Renewable Fiber-Reinforced Composites. Adv. Mater. Sci. Eng. (2022), 1–24. |
| [30] | G eorge G, Joseph K, Boudenne A, Thomas S. Recent advances in green composites. Key Eng Mater. 2010, 425, 107-166. |
APA Style
Ahmed, M. S., Miah, M. A. H. (2024). Analysis of the Effects of Fiber Loading on the Mechanical Behavior of Jute Reinforced Thermoplastic Composites . American Journal of Mechanical and Materials Engineering, 8(1), 15-24. https://doi.org/10.11648/j.ajmme.20240801.12
ACS Style
Ahmed, M. S.; Miah, M. A. H. Analysis of the Effects of Fiber Loading on the Mechanical Behavior of Jute Reinforced Thermoplastic Composites . Am. J. Mech. Mater. Eng. 2024, 8(1), 15-24. doi: 10.11648/j.ajmme.20240801.12
AMA Style
Ahmed MS, Miah MAH. Analysis of the Effects of Fiber Loading on the Mechanical Behavior of Jute Reinforced Thermoplastic Composites . Am J Mech Mater Eng. 2024;8(1):15-24. doi: 10.11648/j.ajmme.20240801.12
@article{10.11648/j.ajmme.20240801.12,
author = {Mohammad Shamim Ahmed and Mohammad Abdul Hannan Miah},
title = {Analysis of the Effects of Fiber Loading on the Mechanical Behavior of Jute Reinforced Thermoplastic Composites
},
journal = {American Journal of Mechanical and Materials Engineering},
volume = {8},
number = {1},
pages = {15-24},
doi = {10.11648/j.ajmme.20240801.12},
url = {https://doi.org/10.11648/j.ajmme.20240801.12},
eprint = {https://article.sciencepublishinggroup.com/pdf/10.11648.j.ajmme.20240801.12},
abstract = {Natural fiber-reinforced composites are becoming a growing trend because of their affordability, sustainability, abundant natural source, and minimal environmental effect. It has also shown to be an effective replacement of synthetic fiber, particularly in the transportation and construction sectors as ceiling, paneling, partition etc. In this study the jute fiber (Hessian Cloth) reinforced (10% to 50% fiber content by weight) Polypropylene (PP) and Polyethylene (PE) composite were made by compression molding technique to understand the effect of fiber loading on mechanical properties of two different thermoplastic composite materials. For jute fabric-reinforced thermoplastic composites, it was discovered that with 30 % fiber loading with PP and PE yielded the best results. It was found that the mechanical properties of the composites enhanced significantly with 30 % fiber content with PP and PE thermoplastic matrixes in contrast to 10% and 20% fiber content composites. However, increasing the fiber content over 30%, dramatically decrease the mechanical properties of the composite samples. The relationship between Tensile Strength (TS), Bending Strength (BS), Impact Strength (IS) and Tensile Modulus (TM), Bending Modulus (BM) was examined, along with water resistance properties for both composites. Additionally, the jute-reinforced polypropylene (PP) composite showed superior mechanical capabilities compared to the jute-polyethylene (PE) composite. This suggests that it could be a suitable replacement for the toy manufacturing, home or garden furniture, automotive and interior construction industries in the future.
},
year = {2024}
}
TY - JOUR T1 - Analysis of the Effects of Fiber Loading on the Mechanical Behavior of Jute Reinforced Thermoplastic Composites AU - Mohammad Shamim Ahmed AU - Mohammad Abdul Hannan Miah Y1 - 2024/04/11 PY - 2024 N1 - https://doi.org/10.11648/j.ajmme.20240801.12 DO - 10.11648/j.ajmme.20240801.12 T2 - American Journal of Mechanical and Materials Engineering JF - American Journal of Mechanical and Materials Engineering JO - American Journal of Mechanical and Materials Engineering SP - 15 EP - 24 PB - Science Publishing Group SN - 2639-9652 UR - https://doi.org/10.11648/j.ajmme.20240801.12 AB - Natural fiber-reinforced composites are becoming a growing trend because of their affordability, sustainability, abundant natural source, and minimal environmental effect. It has also shown to be an effective replacement of synthetic fiber, particularly in the transportation and construction sectors as ceiling, paneling, partition etc. In this study the jute fiber (Hessian Cloth) reinforced (10% to 50% fiber content by weight) Polypropylene (PP) and Polyethylene (PE) composite were made by compression molding technique to understand the effect of fiber loading on mechanical properties of two different thermoplastic composite materials. For jute fabric-reinforced thermoplastic composites, it was discovered that with 30 % fiber loading with PP and PE yielded the best results. It was found that the mechanical properties of the composites enhanced significantly with 30 % fiber content with PP and PE thermoplastic matrixes in contrast to 10% and 20% fiber content composites. However, increasing the fiber content over 30%, dramatically decrease the mechanical properties of the composite samples. The relationship between Tensile Strength (TS), Bending Strength (BS), Impact Strength (IS) and Tensile Modulus (TM), Bending Modulus (BM) was examined, along with water resistance properties for both composites. Additionally, the jute-reinforced polypropylene (PP) composite showed superior mechanical capabilities compared to the jute-polyethylene (PE) composite. This suggests that it could be a suitable replacement for the toy manufacturing, home or garden furniture, automotive and interior construction industries in the future. VL - 8 IS - 1 ER -
Department of Mechanical Engineering, Dhaka University of Engineering and Technology, Gazipur, Bangladesh
Department of Mechanical Engineering, Dhaka University of Engineering and Technology, Gazipur, Bangladesh

Figure 1. (a) Jute hessian cloth (b) Polyethylene (PE) grain (c) Polypropylene (PP) grain.

Figure 2. Three-layer jute cloth and four-layer matrix sandwich setup of composite.

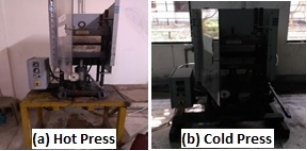
Figure 3. Carver Laboratory (USA) machine (a) Hot press (b) Cold press.

Figure 4. Jute reinforced (a) Polyethylene (PE) composite and, (b) Polypropylene (PP) composite.

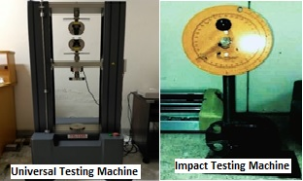
Figure 5. (a) VICTOR universal testing machine, (b) Impact tester machine (MT-3016).

Figure 6. Tensile Strength (TS) and Bending Strength (BS) of jute reinforced PE and PP composite against (wt%) of fiber content.

Figure 7. Tensile Modulus (TM) and Bending Modulus (BS) of jute reinforced PE and PP composite against (wt%) of Fiber content.

Figure 8. Tensile Strength & Elongation Break of jute reinforced PE & PP composite against (wt%) of fiber content.

Figure 9. Impact Strength (IS) of jute reinforced PE and PP composite against (wt%) of Fiber content.

Figure 10. Water absorption of jute reinforced PE composite against (wt%) of fiber content.

Figure 11. Water absorption of jute reinforced PP composite against (wt%) of fiber content.
Information