Welding process optimization plays a crucial role in enhancing the material properties of weldments and ensuring high-quality outcomes in industrial applications. This study focuses on developing a robust framework for optimizing welding parameters to improve weldment properties, specifically carbon content. Understanding the effects of welding parameters — current, voltage, and gas flow rate — on carbon content is essential for reducing defects, improving weld quality, and achieving cost efficiency. The experiment was conducted at the Petroleum Training Institute (PTI), Warri, utilizing a Central Composite Design (CCD) to systematically analyze the interactions and effects of the welding parameters. A total of 20 experimental runs, including factorial points, axial points, and central replicates, were performed to ensure comprehensive evaluation and error estimation. Response Surface Methodology (RSM) was employed to develop predictive models, while Particle Swarm Optimization (PSO) was applied to refine the optimization process, leveraging its ability to identify global optima in complex solution spaces. The results demonstrate the effectiveness of combining RSM and PSO for advanced welding process optimization. RSM achieved a minimized predicted carbon content of 0.080 mole, with an experimental validation of 0.0518 mole. PSO further enhanced the optimization, predicting a carbon content of 0.0237 mole and achieving an experimental value of 0.0309 mole, demonstrating superior performance in minimizing carbon content. These findings underscore the potential of integrating statistical modeling with metaheuristic techniques to achieve precise control over welding parameters and deliver actionable insights for industrial applications.
| Published in | American Journal of Mechanical and Materials Engineering (Volume 9, Issue 1) |
| DOI | 10.11648/j.ajmme.20250901.13 |
| Page(s) | 25-36 |
| Creative Commons |
This is an Open Access article, distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution and reproduction in any medium or format, provided the original work is properly cited. |
| Copyright |
Copyright © The Author(s), 2025. Published by Science Publishing Group |
ANOVA, RSM, PSO, CCD, Desirability, Carbon Content
Run | A: Current (A) | B: Voltage (V) | C: Gas Flow Rate (L/min) | Response: Carbon Content (mole) |
|---|---|---|---|---|
1 | 170 | 20 | 12 | 0.1802 |
2 | 185 | 21.5 | 13.5 | 0.161 |
3 | 200 | 23 | 15 | 0.121 |
4 | 159.773 | 21.5 | 13.5 | 0.122 |
5 | 170 | 20 | 15 | 0.181 |
6 | 170 | 23 | 12 | 0.156 |
7 | 185 | 21.5 | 10.9773 | 0.102 |
8 | 185 | 21.5 | 13.5 | 0.165 |
9 | 185 | 24.0227 | 13.5 | 0.199 |
10 | 210.227 | 21.5 | 13.5 | 0.17 |
11 | 185 | 21.5 | 13.5 | 0.163 |
12 | 200 | 23 | 12 | 0.176 |
13 | 185 | 21.5 | 16.0227 | 0.087 |
14 | 185 | 21.5 | 13.5 | 0.216 |
15 | 200 | 20 | 15 | 0.196 |
16 | 200 | 20 | 12 | 0.179 |
17 | 185 | 21.5 | 13.5 | 0.163 |
18 | 185 | 21.5 | 13.5 | 0.161 |
19 | 170 | 23 | 15 | 0.113 |
20 | 185 | 18.9773 | 13.5 | 0.252 |
Source | Sum of Squares | df | Mean Square | F-value | p-value | |
|---|---|---|---|---|---|---|
Model | 0.0265 | 9 | 0.0029 | 9.24 | 0.0009 | significant |
A-Current | 0.0007 | 1 | 0.0007 | 2.34 | 0.1573 | |
B-Voltage | 0.0067 | 1 | 0.0067 | 21.03 | 0.001 | |
C-Gas Flow Rate | 0.0017 | 1 | 0.0017 | 5.24 | 0.045 | |
AB | 0 | 1 | 0 | 0.0791 | 0.7843 | |
AC | 2.21E-06 | 1 | 2.21E-06 | 0.0069 | 0.9354 | |
BC | 0.0017 | 1 | 0.0017 | 5.26 | 0.0448 | |
A² | 0.0008 | 1 | 0.0008 | 2.37 | 0.1548 | |
B² | 0.0063 | 1 | 0.0063 | 19.69 | 0.0013 | |
C² | 0.0093 | 1 | 0.0093 | 29.27 | 0.0003 | |
Residual | 0.0032 | 10 | 0.0003 | |||
Lack of Fit | 0.0008 | 5 | 0.0002 | 0.3353 | 0.8722 | not significant |
Pure Error | 0.0024 | 5 | 0.0005 | |||
Cor Total | 0.0297 | 19 |
Std. Dev. | 0.0179 | R² | 0.8927 |
Mean | 0.1632 | Adjusted R² | 0.7961 |
C.V. % | 10.94 | Predicted R² | 0.6748 |
Adeq Precision | 13.9335 |
Name | Goal | Lower Limit | Upper Limit | Lower Weight | Upper Weight | Importance |
|---|---|---|---|---|---|---|
A:Current | is in range | 159 | 210 | 1 | 1 | 3 |
B:Voltage | is in range | 18 | 24 | 1 | 1 | 3 |
C:Gas Flow Rate | is in range | 10 | 16 | 1 | 1 | 3 |
Carbon | minimize | 0.087 | 0.252 | 1 | 1 | 3 |
Sulphur | minimize | 0.019 | 0.033 | 1 | 1 | 3 |
Hydrogen | minimize | 5.11 | 6.64 | 1 | 1 | 3 |
Cracking ratio | minimize | 23.33 | 49.2 | 1 | 1 | 3 |
Hardness Number | maximize | 125.79 | 137.11 | 1 | 1 | 3 |
Number | Current | Voltage | Gas Flow Rate | Carbon | Desirability | |
|---|---|---|---|---|---|---|
1 | 159 | 22.907 | 15.072 | 0.08 | 0.931 | Selected |
2 | 159 | 22.93 | 15.078 | 0.08 | 0.931 | |
3 | 159 | 22.94 | 15.081 | 0.08 | 0.931 | |
4 | 159 | 22.989 | 15.087 | 0.08 | 0.931 |
s/n | Current | Voltage | Gas Flow Rate | Carbon |
|---|---|---|---|---|
1 | 159.77 | 23.1637 | 16.02 | 0.023715 |
2 | 159.77 | 23.1637 | 16.02 | 0.023715 |
3 | 159.77 | 23.1637 | 16.02 | 0.023715 |
4 | 159.77 | 23.16367 | 16.02 | 0.023715 |
Actual | Predicted | Error | |
|---|---|---|---|
RSM | 0.0518 | 0.08 | -0.0282 |
PSO | 0.0309 | 0.023715 | 0.007185 |
| [1] | Abhishek, P., Raj, K. B., and Siva, S. R. (2016): Parametric Optimization of Tungsten Inert Gas (TIG) Welding by using Taguchi Approach. International Journal of Innovative Research in Science, Engineering and Technology, Vol. 5, Issue 3. |
| [2] | Achebo, J. and Odinikuku, W. E. (2015): Optimization of Gas Metal Arc Welding Process Parameters Using Standard Deviation (SDV) and Multi-Objective Optimization on the Basis of Ratio Analysis (MOORA). Journal of Minerals and Materials Characterization and Engineering (JMMCE), 3, pp. 298-308. |
| [3] | Anowa, H. D., Achebo, J. I., Ozigagun, A., and Etin-Osa, E. C. (2018): Analysis of weld molten metal kinematic viscosity of TIG mild steel weld. International Journal of Advanced Engineering and Management Research, 3, ISSN: 2456-3676. |
| [4] | Aoki, Y., Kuroiwa, R., Fujii, H., Murayama, G., and Yasuyama, M. (2019): Linear friction stir welding of medium carbon steel at low temperature. ISIJ International, 59(10), pp. 1853–1859. |
| [5] | Bhadeshia, H. K. D. H. (2017): The influence of bainite and martensite–austenite constituents on mechanical properties. Materials Science and Technology, 33, pp. 1869–1874. |
| [6] | Choi, J. W., Li, W., Ushioda, K., Yamamoto, M., and Fujii, H. (2022): Strengthening mechanism of high-pressure linear friction welded AA7075-T6 joint. Materials Characterization, 191, p. 112112. |
| [7] | Choudhury, B., and Chandrasekaran, M. (2017): Investigation on welding characteristics of aerospace materials – A review. Materials Today: Proceedings, 4, pp. 7519–7526. |
| [8] | Deutsches Institut DIN, für Normung e. V. (2023): Schweißen - Schmelzschweißverbindungen an Stahl, Nickel, Titan und deren Legierungen (ohne Strahlschweißen) - Bewertungsgruppen von Unregelmäßigkeiten (ISO 5817: 2023). Berlin: DIN Media GmbH. |
| [9] | Erhunmwun, I. D. and Etin-Osa, C. E. (2019): Temperature distribution in centrifugal casting with partial solidification during pouring. Materials and Engineering Technology, ISSN: 2667-4033. |
| [10] | Etin-Osa, C. E. and Achebo, J. I. (2017): Analysis of optimum butt welded joint for mild steel components using FEM (ANSYS). American Journal of Naval Architecture and Marine Engineering, 2(3), pp. 61-70. |
| [11] | Etin-Osa, E. C. and Ogbeide, O. O. (2021): Optimization of the weld bead volume of tungsten inert gas mild steel using response surface methodology. NIPES Journal of Science and Technology Research, 3(4), pp. 314-321. |
| [12] | Haslberger, P., Holly, S., Ernst, W., and Schnitzer, R. (2018): Microstructure and mechanical properties of high-strength steel welding consumables with a minimum yield strength of 1100 MPa. Journal of Materials Science, 53, pp. 6968–6979. |
| [13] | Hobbacher, A. & Kassner, M. (2012): On relation between fatigue properties of welded joints, quality criteria and groups in ISO 5817. Welding World, 56(11–12), pp. 153–169. |
| [14] | Imhansoloeva, N. A., Achebo, J. I., Obahiagbon, K., Osarenmwinda, J. O., and Etin-Osa, C. E. (2018): Optimization of the deposition rate of tungsten inert gas mild steel using response surface methodology. Scientific Research Publishing, 0, pp. 784-804. |
| [15] | Jamrozik, W., Górka, J., and Kik, T. (2021): Temperature-based prediction of joint hardness in TIG welding of Inconel 600, 625, and 718 nickel superalloys. Materials, 14, p. 442. |
| [16] | Jorge, J. C. F., Souza, L. F. G. D., Mendes, M. C., Bott, I. S., Araújo, L. S., Santos, V. R. D., Rebello, J. M. A., and Evans, G. M. (2021): Microstructure characterization and its relationship with impact toughness of C-Mn and high-strength low alloy steel weld metals - a review. Journal of Materials Research and Technology, 10, pp. 471–501. |
| [17] | Kataria, R., Pratap Singh, R., Sharma, P., and Phanden, R. K. (2021): Welding of super alloys: A review. Materials Today: Proceedings, 38, pp. 265–268. |
| [18] | Kuroiwa, R., Liu, H., Aoki, Y., Yoon, S., Fujii, H., Murayama, G., and Yasuyama, M. (2020): Microstructure control of medium carbon steel joints by low-temperature linear friction welding. Science and Technology of Welding and Joining, 25(1), pp. 1–9. |
| [19] | Lee, D., Song, H., Lee, J. H., and Babu, S. S. (2016): Influence of grain boundary ferrite on toughness variability in HSLA steels. Materials Characterization, 111, pp. 390–397. |
| [20] | Li, S., Liu, Q., Rui, S.-S., et al. (2022): Fatigue crack initiation behaviors around defects induced by welding thermal cycle in superalloy IN617B. International Journal of Fatigue, 158, p. 106745. |
| [21] | Lu, S., Lu, Y., Shen, H., Chen, Y., Zhang, Z., and Sun, X. (2019): Investigation on microstructure and mechanical properties of a low-temperature multi-pass tungsten inert gas welding process. Journal of Materials Processing Technology, 265, pp. 1-9. |
| [22] | Mani, K., Uthayakumar, M., Kumar, M. P., and Sekar, K. (2019): Optimization of friction welding parameters on microstructure and mechanical properties of Al6061 and AISI 304 dissimilar joint. Procedia Manufacturing, 30, pp. 505-512. |
| [23] | Masoumi, A., Niknejad, S. R., and Ghassemi, H. (2018): Weld zone properties of micro-alloyed steel joints in TIG welding process: Experimental and numerical analysis. Journal of Materials Engineering and Performance, 27, pp. 2949–2960. |
| [24] | Mazumder, J., Schifferer, A., and Choi, J. (1999): Direct materials deposition: Designer microstructure for rapid prototyping and solid freeform fabrication. Materials Research Innovations, 3(3), pp. 118-131. |
| [25] | Mishra, R. S. and Ma, Z. Y. (2005): Friction stir welding and processing. Materials Science and Engineering: R: Reports, 50(1-2), pp. 1-78. |
| [26] | Mughal, M. P., and Sajjad, M. (2022): Application of Six Sigma DMAIC to improve weld quality in shipbuilding. Shipbuilding Technology and Research, 2(4), pp. 234-240. |
| [27] | Nandan, R., Deb Roy, T., and Bhadeshia, H. K. D. H. (2008): Recent advances in friction-stir welding – Process, weldment structure and properties. Progress in Materials Science, 53(6), pp. 980-1023. |
| [28] | Ogbeide, O. O., Afolalu, T. D., and Etin-Osa, C. E. (2021): Investigation into microstructural and mechanical properties of friction stir welded aluminum alloy using optimized welding parameters. Journal of Materials Science Research and Reviews, 8(3), pp. 21-30. |
| [29] | Oliveira, J. P., Zeng, Z., and Miranda, R. M. (2017): High speed steel TIG welds with different heat input. Journal of Materials Processing Technology, 246, pp. 1–9. |
| [30] | Pal, S., and Bhattacharya, B. (2016): Study of weld pool temperature and its optimization for better weld quality: A finite element approach. Indian Welding Journal, 49(2), pp. 61-66. |
| [31] | Prabhu, R. T., Swaminathan, J., and Manohar, P. (2020): Experimental analysis and parametric optimization of weld bead geometry in TIG welding of stainless steel. Advances in Materials Science and Engineering, 2020, Article ID 7539826. |
| [32] | Quintana, E., and Amaya, M. (2022): Advances in the development of hybrid laser arc welding processes: A review. Welding in the World, 66(6), pp. 1365–1380. |
| [33] | Rai, R., Deb Roy, T., and Bhadeshia, H. K. D. H. (2011): Review: Friction stir welding tools. Science and Technology of Welding and Joining, 16(4), pp. 325-342. |
| [34] | Rajkumar, K. and Balasubramanian, V. (2008): Effect of pulsed current welding on mechanical properties of high strength aluminum alloy joints. Materials and Design, 29, pp. 1860–1866. |
| [35] | Ravindran, M., and Janarthanan, B. (2019): Investigations on the effect of preheating and post-weld heat treatment on the mechanical and metallurgical properties of TIG welded joints of Inconel 718. Materials Today: Proceedings, 27, pp. 2440-2444. |
| [36] | Shaikh, S., and Chourasia, D. (2021): Mechanical and microstructural characterization of dissimilar metal TIG welding between austenitic stainless steel and mild steel. Materials Today: Proceedings, 43(Part 2), pp. 1626–1631. |
| [37] | Ogbeide, O. O. and Etin-Osa, E. C., 2023. Prediction of hardness of mild steel welded joints in a tungsten inert gas welding process using artificial neural network. JASEM, 27(11), pp. 2381-2386. |
APA Style
Otimeyin, A. W., Achebo, J. I., Frank, U. (2025). Advanced Modeling and Optimization of Weldment Responses Using Statistical and Metaheuristic Techniques. American Journal of Mechanical and Materials Engineering, 9(1), 25-36. https://doi.org/10.11648/j.ajmme.20250901.13
ACS Style
Otimeyin, A. W.; Achebo, J. I.; Frank, U. Advanced Modeling and Optimization of Weldment Responses Using Statistical and Metaheuristic Techniques. Am. J. Mech. Mater. Eng. 2025, 9(1), 25-36. doi: 10.11648/j.ajmme.20250901.13
AMA Style
Otimeyin AW, Achebo JI, Frank U. Advanced Modeling and Optimization of Weldment Responses Using Statistical and Metaheuristic Techniques. Am J Mech Mater Eng. 2025;9(1):25-36. doi: 10.11648/j.ajmme.20250901.13
@article{10.11648/j.ajmme.20250901.13,
author = {Aiyemo Williams Otimeyin and Joseph Ifeanyi Achebo and Uwoghiren Frank},
title = {Advanced Modeling and Optimization of Weldment Responses Using Statistical and Metaheuristic Techniques},
journal = {American Journal of Mechanical and Materials Engineering},
volume = {9},
number = {1},
pages = {25-36},
doi = {10.11648/j.ajmme.20250901.13},
url = {https://doi.org/10.11648/j.ajmme.20250901.13},
eprint = {https://article.sciencepublishinggroup.com/pdf/10.11648.j.ajmme.20250901.13},
abstract = {Welding process optimization plays a crucial role in enhancing the material properties of weldments and ensuring high-quality outcomes in industrial applications. This study focuses on developing a robust framework for optimizing welding parameters to improve weldment properties, specifically carbon content. Understanding the effects of welding parameters — current, voltage, and gas flow rate — on carbon content is essential for reducing defects, improving weld quality, and achieving cost efficiency. The experiment was conducted at the Petroleum Training Institute (PTI), Warri, utilizing a Central Composite Design (CCD) to systematically analyze the interactions and effects of the welding parameters. A total of 20 experimental runs, including factorial points, axial points, and central replicates, were performed to ensure comprehensive evaluation and error estimation. Response Surface Methodology (RSM) was employed to develop predictive models, while Particle Swarm Optimization (PSO) was applied to refine the optimization process, leveraging its ability to identify global optima in complex solution spaces. The results demonstrate the effectiveness of combining RSM and PSO for advanced welding process optimization. RSM achieved a minimized predicted carbon content of 0.080 mole, with an experimental validation of 0.0518 mole. PSO further enhanced the optimization, predicting a carbon content of 0.0237 mole and achieving an experimental value of 0.0309 mole, demonstrating superior performance in minimizing carbon content. These findings underscore the potential of integrating statistical modeling with metaheuristic techniques to achieve precise control over welding parameters and deliver actionable insights for industrial applications.},
year = {2025}
}
TY - JOUR T1 - Advanced Modeling and Optimization of Weldment Responses Using Statistical and Metaheuristic Techniques AU - Aiyemo Williams Otimeyin AU - Joseph Ifeanyi Achebo AU - Uwoghiren Frank Y1 - 2025/02/26 PY - 2025 N1 - https://doi.org/10.11648/j.ajmme.20250901.13 DO - 10.11648/j.ajmme.20250901.13 T2 - American Journal of Mechanical and Materials Engineering JF - American Journal of Mechanical and Materials Engineering JO - American Journal of Mechanical and Materials Engineering SP - 25 EP - 36 PB - Science Publishing Group SN - 2639-9652 UR - https://doi.org/10.11648/j.ajmme.20250901.13 AB - Welding process optimization plays a crucial role in enhancing the material properties of weldments and ensuring high-quality outcomes in industrial applications. This study focuses on developing a robust framework for optimizing welding parameters to improve weldment properties, specifically carbon content. Understanding the effects of welding parameters — current, voltage, and gas flow rate — on carbon content is essential for reducing defects, improving weld quality, and achieving cost efficiency. The experiment was conducted at the Petroleum Training Institute (PTI), Warri, utilizing a Central Composite Design (CCD) to systematically analyze the interactions and effects of the welding parameters. A total of 20 experimental runs, including factorial points, axial points, and central replicates, were performed to ensure comprehensive evaluation and error estimation. Response Surface Methodology (RSM) was employed to develop predictive models, while Particle Swarm Optimization (PSO) was applied to refine the optimization process, leveraging its ability to identify global optima in complex solution spaces. The results demonstrate the effectiveness of combining RSM and PSO for advanced welding process optimization. RSM achieved a minimized predicted carbon content of 0.080 mole, with an experimental validation of 0.0518 mole. PSO further enhanced the optimization, predicting a carbon content of 0.0237 mole and achieving an experimental value of 0.0309 mole, demonstrating superior performance in minimizing carbon content. These findings underscore the potential of integrating statistical modeling with metaheuristic techniques to achieve precise control over welding parameters and deliver actionable insights for industrial applications. VL - 9 IS - 1 ER -
Department of Production Engineering, University of Benin, Benin City, Nigeria
Department of Production Engineering, University of Benin, Benin City, Nigeria
Department of Production Engineering, University of Benin, Benin City, Nigeria

Figure 1. Optical Emission Spectrometry.
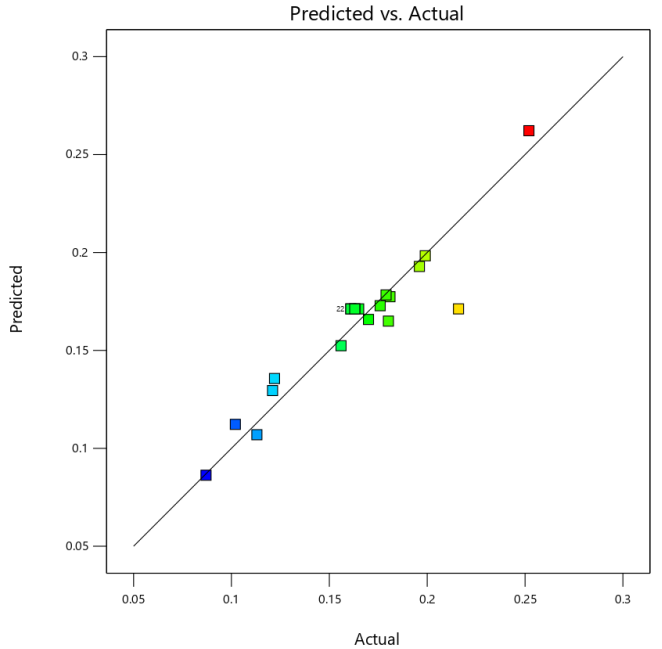
Figure 2. Predicted versus actual plot for carbon content.
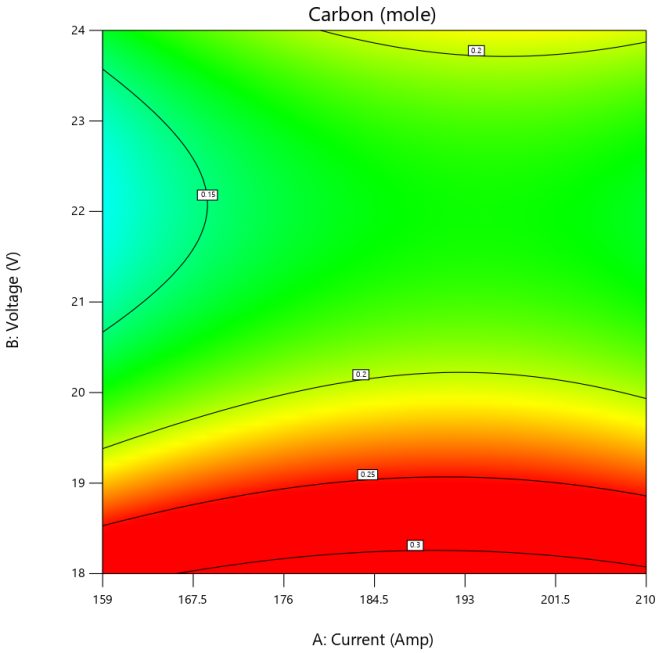
Figure 3. Contour plot for Carbon Content.

Figure 4. Contour plot for Carbon Content.
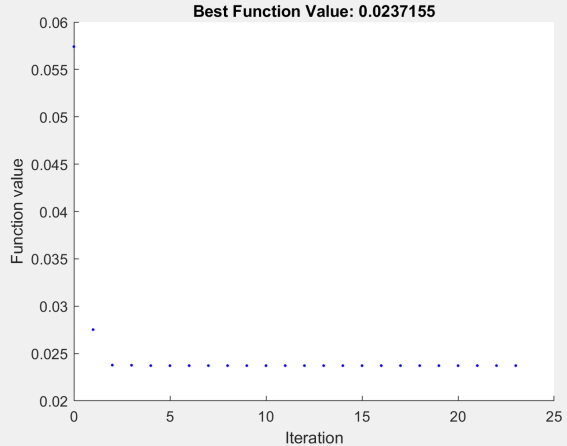
Figure 5. PSO Performance Plot for Carbon Content.
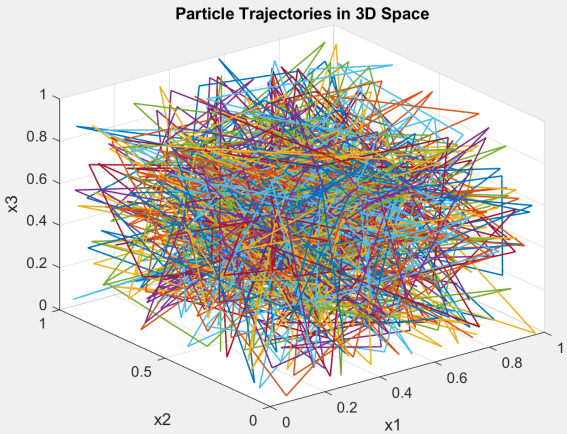
Figure 6. Plot of PSO Particle Trajectories in 3d space for Carbon Content.
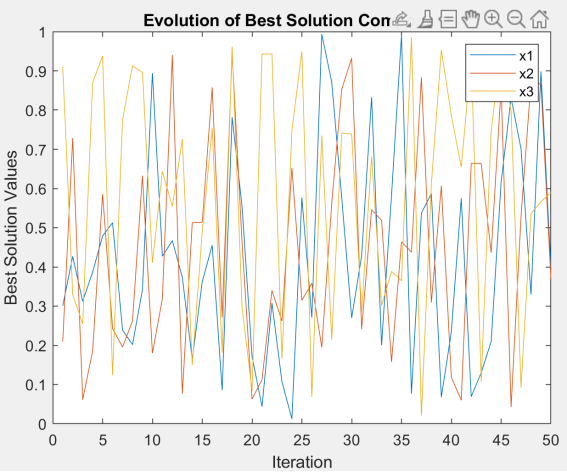
Figure 7. Plot of PSO Evolution of Best Solution Component for Carbon Content.
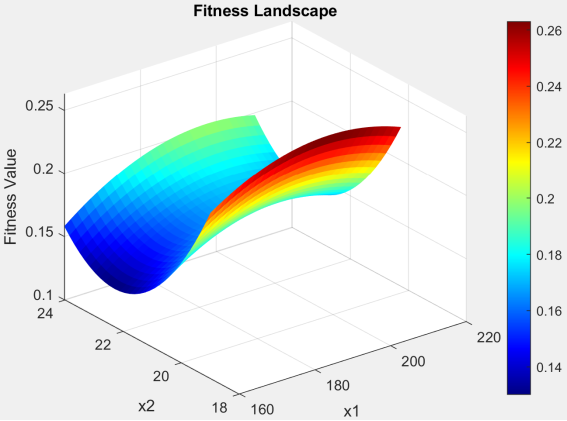
Figure 8. PSO Plot of Fitness Landscape for Carbon Content.
Information

