This study focuses on developing models to predict and optimize the volumetric mix design properties of Pulverized Palm Fiber Reinforced Asphalt Concrete (PPFRAC) using Response Surface Methodology (RSM). The primary parameters under consideration are the voids in mineral aggregate (VMA), voids in the total mixture (VTM), and voids filled with bitumen (VFB). A central composite design was used to formulate the experimental setup, and RSM coefficients were estimated using the least squares algorithm. The models were validated using T-tests and R² statistics, and optimization was performed through MATLAB. The results show that VMA values range from 16.428% to 18.785%, VTM varies from 3.058% to 5.268%, and VFB ranges from 71.956% to 84.129%. These variations align with the Marshall mix design standards for medium-traffic pavements, which recommend VMA values between 14% and 20%, VTM between 3% and 5%, and VFB between 65% and 80%, demonstrating a balanced binder and aggregate mix. The developed RSMs for VMA, VTM, and VFB demonstrated high predictive accuracy with R² values of 80.18%, 78.82%, and 77.72%, respectively. Optimization using MATLAB’s fmincon solver yielded the optimal proportions of sand (33.347%), stone dust (3.479%), bitumen (5.779%), and PPF (0.125%), resulting in a VMA of 17.12%, VTM of 3.47%, and VFB of 81.12%, all of which meet or exceed the Marshall mix design standards. These findings emphasize the effectiveness of RSM in optimizing the volumetric properties of fiber-reinforced asphalt, ensuring a well-balanced mixture that offers durability, strength, and flexibility, making it suitable for medium-traffic conditions.
| Published in | International Journal of Transportation Engineering and Technology (Volume 11, Issue 1) |
| DOI | 10.11648/j.ijtet.20251101.14 |
| Page(s) | 22-35 |
| Creative Commons |
This is an Open Access article, distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution and reproduction in any medium or format, provided the original work is properly cited. |
| Copyright |
Copyright © The Author(s), 2025. Published by Science Publishing Group |
Asphalt Concrete, Response Surface Methodology, Pulverized Palm Fibre, Voids in Mineral Aggregates, Voids in Total Mixture, Voids Filled With Bitumen
Constraints | Factors/components | |||
|---|---|---|---|---|
Bitumen (%) | PPF (%) | Sand (%) | Stone dust (%) | |
Lower bound | 6.03 | 0 | 32.68 | 0 |
Upper bound | 6.42 | 0.39 | 36.31 | 3.63 |
Run Order | Sand | Stone dust | Bitumen | PPF |
|---|---|---|---|---|
1 | 34.50 | 1.82 | 6.22 | 0.20 |
2 | 36.31 | 0.00 | 6.42 | 0.00 |
3 | 34.50 | 1.82 | 6.23 | 0.19 |
4 | 36.31 | 0.00 | 6.42 | 0.00 |
5 | 36.31 | 0.00 | 6.05 | 0.37 |
6 | 33.01 | 3.30 | 6.05 | 0.37 |
7 | 34.50 | 1.82 | 6.22 | 0.20 |
8 | 33.01 | 3.30 | 6.42 | 0.00 |
9 | 36.31 | 0.00 | 6.22 | 0.20 |
10 | 34.50 | 1.82 | 6.04 | 0.38 |
11 | 36.31 | 0.00 | 6.42 | 0.00 |
12 | 32.85 | 3.46 | 6.22 | 0.20 |
13 | 36.31 | 0.00 | 6.03 | 0.39 |
14 | 34.58 | 1.73 | 6.22 | 0.20 |
15 | 32.68 | 3.63 | 6.03 | 0.39 |
16 | 32.68 | 3.63 | 6.42 | 0.00 |
17 | 34.50 | 1.82 | 6.22 | 0.20 |
18 | 34.50 | 1.82 | 6.22 | 0.20 |
19 | 33.01 | 3.30 | 6.42 | 0.00 |
20 | 36.31 | 0.00 | 6.03 | 0.39 |
21 | 34.50 | 1.82 | 6.22 | 0.20 |
22 | 34.40 | 1.91 | 6.22 | 0.20 |
23 | 34.50 | 1.82 | 6.22 | 0.20 |
24 | 34.50 | 1.82 | 6.22 | 0.20 |
25 | 32.68 | 3.63 | 6.42 | 0.00 |
26 | 32.68 | 3.63 | 6.05 | 0.37 |
27 | 36.31 | 0.00 | 6.42 | 0.00 |
28 | 36.31 | 0.00 | 6.05 | 0.37 |
29 | 33.01 | 3.30 | 6.03 | 0.39 |
30 | 34.50 | 1.82 | 6.42 | 0.00 |
31 | 34.50 | 1.82 | 6.22 | 0.20 |
Run order | Z1 = Sand | Z2 = Stone dust | Z3 = Bitumen | Z4 = Palm Fibre | VMA (%) | VTM (%) | VFB (%) |
|---|---|---|---|---|---|---|---|
1 | 34.495 | 1.815 | 6.225 | 0.195 | 17.380 | 3.671 | 78.878 |
2 | 32.68 | 0 | 6.42 | 0 | 16.793 | 3.058 | 81.793 |
3 | 34.495 | 1.815 | 6.42 | 0.195 | 17.159 | 3.416 | 80.093 |
4 | 36.31 | 0 | 6.42 | 0 | 16.816 | 3.084 | 81.662 |
5 | 36.31 | 0 | 6.42 | 0.39 | 18.551 | 5.001 | 73.044 |
6 | 36.31 | 3.63 | 6.42 | 0.39 | 17.519 | 3.774 | 78.459 |
7 | 34.495 | 1.815 | 6.03 | 0.195 | 17.377 | 3.667 | 78.895 |
8 | 36.31 | 3.63 | 6.42 | 0 | 16.731 | 2.962 | 82.296 |
9 | 34.495 | 0 | 6.225 | 0.195 | 17.110 | 3.369 | 80.309 |
10 | 34.495 | 1.815 | 6.225 | 0.39 | 18.607 | 5.051 | 72.856 |
11 | 32.68 | 0 | 6.03 | 0 | 16.793 | 3.058 | 81.793 |
12 | 34.495 | 3.63 | 6.225 | 0.195 | 17.853 | 4.211 | 76.411 |
13 | 32.68 | 0 | 6.03 | 0.39 | 18.785 | 5.268 | 71.956 |
14 | 36.31 | 1.815 | 6.225 | 0.195 | 17.982 | 4.374 | 75.676 |
15 | 32.68 | 3.63 | 6.03 | 0.39 | 17.819 | 4.116 | 76.902 |
16 | 32.68 | 3.63 | 6.03 | 0 | 16.428 | 2.607 | 84.129 |
17 | 34.495 | 1.815 | 6.225 | 0.195 | 17.380 | 3.671 | 78.878 |
18 | 34.495 | 1.815 | 6.225 | 0.195 | 17.377 | 3.667 | 78.895 |
19 | 36.31 | 3.63 | 6.03 | 0 | 16.731 | 2.962 | 82.296 |
20 | 36.31 | 0 | 6.03 | 0.39 | 18.785 | 5.268 | 71.956 |
21 | 34.495 | 1.815 | 6.225 | 0.195 | 17.377 | 3.667 | 78.895 |
22 | 32.68 | 1.815 | 6.225 | 0.195 | 18.149 | 4.567 | 74.837 |
23 | 34.495 | 1.815 | 6.225 | 0.195 | 17.377 | 3.667 | 78.895 |
24 | 34.495 | 1.815 | 6.225 | 0.195 | 17.380 | 3.671 | 78.878 |
25 | 32.68 | 3.63 | 6.42 | 0 | 18.418 | 4.925 | 73.258 |
26 | 32.68 | 3.63 | 6.42 | 0.39 | 17.667 | 3.945 | 77.673 |
27 | 36.31 | 0 | 6.03 | 0 | 16.793 | 3.058 | 81.793 |
28 | 32.68 | 0 | 6.42 | 0.39 | 18.551 | 5.001 | 73.044 |
29 | 36.31 | 3.63 | 6.03 | 0.39 | 17.675 | 3.951 | 77.649 |
30 | 34.495 | 1.815 | 6.225 | 0 | 18.246 | 4.738 | 74.033 |
31 | 34.495 | 1.815 | 6.225 | 0.195 | 17.377 | 3.667 | 78.895 |
PPF | Pulverized Palm Fiber |
RSM | Response Surface Methodology |
RAP | Reclaimed Asphalt Pavement |
WMA | Warm Mix Asphalt |
PF | Palm Fibres |
PPFRAC | Pulverized Palm Fiber Reinforced Asphalt Concrete |
VMA | Voids In Mineral Aggregate |
VTM | Voids In The Total Mixture |
VFB | Voids Filled With Bitumen |
| [1] | Xu, M., Wang, X., & Zhang, Y. (2021). Sustainable asphalt pavements: Challenges and opportunities. Construction and Building Materials, 307, 124885. |
| [2] | Khalid, A., & Ghabban, R. A. (2020). Enhancement of asphalt concrete properties using natural fibers: A review. Journal of Civil Engineering and Management, 26(8), 765-776. |
| [3] | Azevedo, S. G., Silva, A. M., & Gomes, M. A. (2018). Palm fibers as a sustainable material for reinforcing asphalt mixtures. Journal of Cleaner Production, 180, 773-784. |
| [4] | Ali, M. K., Murali, G., & Dharmaraj, T. (2019). Experimental investigation on the performance of palm fiber modified asphalt concrete. Construction and Building Materials, 213, 594-603. |
| [5] | Abdullah, M. M. A. B., Shafigh, P., & Mahmood, M. (2017). Utilization of palm oil fuel ash and palm fiber in the modification of asphalt binder and mix design. Construction and Building Materials, 152, 766-774. |
| [6] | Zhao, Y., Li, X., & Wang, Z. (2020). Optimization of asphalt mix design incorporating recycled materials using response surface methodology. Construction and Building Materials, 254, 119247. |
| [7] | Montgomery, D. C. (2017). Design and analysis of experiments (9th ed.). Wiley. |
| [8] | Myers, R. H., & Montgomery, D. C. (2016). Response surface methodology: Process and product optimization using designed experiments (4th ed.). Wiley. |
| [9] | Ghabban, R. A., & Khalid, A. (2019). Optimizing asphalt concrete mix design using response surface methodology. International Journal of Pavement Engineering, 20(1), 20-30. |
| [10] | Sabzevari, M., Gholampour, A., & Khoshbakht, M. (2018). Optimization of concrete mixture containing fly ash and silica fume using response surface methodology. Construction and Building Materials, 174, 156-164. |
| [11] | Sunarjono, S., Sutanto, M. H., Napiah, M. B., & Yaro, N. S. A. (2023). Optimization of nano-asphalt rubber using response surface method. AIP Conference Proceedings, 2772(1), 060004. |
| [12] | Zhou, X., Liu, Y., & Zhang, Y. (2023). Application of Design-Expert response surface methodology for the prediction of fatigue life in recycled asphalt. Journal of Cleaner Production, 381, 135116. |
| [13] | Obaid, H. A., Enieb, M., Eltwati, A., & Al-Jumaili, M. A. (2024). Prediction and optimization of asphalt mixtures performance containing reclaimed asphalt pavement materials and warm mix agents using response surface methodology. International Journal of Pavement Research and Technology, 17, 576–591. |
| [14] | Aliyu, U., Sutanto, M. H., Napiah, M. B., & Yaro, N. S. A. (2021). Response surface methodology optimization in asphalt mixtures: A review. IntechOpen. |
| [15] | Zhang, L., Liu, J., & Wang, Y. (2021). Optimization of high-performance asphalt mixture using response surface methodology. Construction and Building Materials, 276, 122319. |
| [16] | Jabbar, M., & Karim, M. R. (2019). Effect of mix design parameters on the volumetric properties of asphalt concrete: A statistical approach. International Journal of Pavement Engineering, 20(1), 1-10. |
| [17] | Roberts, F. L., Kandhal, P. S., Brown, E. R., Lee, D. Y., & Kennedy, T. W. (1996). Hot mix asphalt materials, mixture design, and construction. National Asphalt Pavement Association. |
| [18] | Asi, I. M. (2007). Performance evaluation of SUPERPAVE and Marshall asphalt mix designs to suit Jordan climatic and traffic conditions. Construction and Building Materials, 21(8), 1732-1740. |
| [19] | Asphalt Institute. (2007). MS-2 Asphalt Mix Design Methods. Lexington, KY: The Asphalt Institute. |
APA Style
Ohwerhi, K. E., Owo, A. T., Nwaobakata, C., Eme, D. B. (2025). Predicting the Volumetric Mix Design Properties of Pulverized Palm Fibre Reinforced Asphalt Concrete Using Response Surface Methodology. International Journal of Transportation Engineering and Technology, 11(1), 22-35. https://doi.org/10.11648/j.ijtet.20251101.14
ACS Style
Ohwerhi, K. E.; Owo, A. T.; Nwaobakata, C.; Eme, D. B. Predicting the Volumetric Mix Design Properties of Pulverized Palm Fibre Reinforced Asphalt Concrete Using Response Surface Methodology. Int. J. Transp. Eng. Technol. 2025, 11(1), 22-35. doi: 10.11648/j.ijtet.20251101.14
@article{10.11648/j.ijtet.20251101.14,
author = {Kelly Erhiferhi Ohwerhi and Awajigbana Tugwell Owo and Chukwuemeka Nwaobakata and Dennis Budu Eme},
title = {Predicting the Volumetric Mix Design Properties of Pulverized Palm Fibre Reinforced Asphalt Concrete Using Response Surface Methodology
},
journal = {International Journal of Transportation Engineering and Technology},
volume = {11},
number = {1},
pages = {22-35},
doi = {10.11648/j.ijtet.20251101.14},
url = {https://doi.org/10.11648/j.ijtet.20251101.14},
eprint = {https://article.sciencepublishinggroup.com/pdf/10.11648.j.ijtet.20251101.14},
abstract = {This study focuses on developing models to predict and optimize the volumetric mix design properties of Pulverized Palm Fiber Reinforced Asphalt Concrete (PPFRAC) using Response Surface Methodology (RSM). The primary parameters under consideration are the voids in mineral aggregate (VMA), voids in the total mixture (VTM), and voids filled with bitumen (VFB). A central composite design was used to formulate the experimental setup, and RSM coefficients were estimated using the least squares algorithm. The models were validated using T-tests and R² statistics, and optimization was performed through MATLAB. The results show that VMA values range from 16.428% to 18.785%, VTM varies from 3.058% to 5.268%, and VFB ranges from 71.956% to 84.129%. These variations align with the Marshall mix design standards for medium-traffic pavements, which recommend VMA values between 14% and 20%, VTM between 3% and 5%, and VFB between 65% and 80%, demonstrating a balanced binder and aggregate mix. The developed RSMs for VMA, VTM, and VFB demonstrated high predictive accuracy with R² values of 80.18%, 78.82%, and 77.72%, respectively. Optimization using MATLAB’s fmincon solver yielded the optimal proportions of sand (33.347%), stone dust (3.479%), bitumen (5.779%), and PPF (0.125%), resulting in a VMA of 17.12%, VTM of 3.47%, and VFB of 81.12%, all of which meet or exceed the Marshall mix design standards. These findings emphasize the effectiveness of RSM in optimizing the volumetric properties of fiber-reinforced asphalt, ensuring a well-balanced mixture that offers durability, strength, and flexibility, making it suitable for medium-traffic conditions.
},
year = {2025}
}
TY - JOUR T1 - Predicting the Volumetric Mix Design Properties of Pulverized Palm Fibre Reinforced Asphalt Concrete Using Response Surface Methodology AU - Kelly Erhiferhi Ohwerhi AU - Awajigbana Tugwell Owo AU - Chukwuemeka Nwaobakata AU - Dennis Budu Eme Y1 - 2025/03/31 PY - 2025 N1 - https://doi.org/10.11648/j.ijtet.20251101.14 DO - 10.11648/j.ijtet.20251101.14 T2 - International Journal of Transportation Engineering and Technology JF - International Journal of Transportation Engineering and Technology JO - International Journal of Transportation Engineering and Technology SP - 22 EP - 35 PB - Science Publishing Group SN - 2575-1751 UR - https://doi.org/10.11648/j.ijtet.20251101.14 AB - This study focuses on developing models to predict and optimize the volumetric mix design properties of Pulverized Palm Fiber Reinforced Asphalt Concrete (PPFRAC) using Response Surface Methodology (RSM). The primary parameters under consideration are the voids in mineral aggregate (VMA), voids in the total mixture (VTM), and voids filled with bitumen (VFB). A central composite design was used to formulate the experimental setup, and RSM coefficients were estimated using the least squares algorithm. The models were validated using T-tests and R² statistics, and optimization was performed through MATLAB. The results show that VMA values range from 16.428% to 18.785%, VTM varies from 3.058% to 5.268%, and VFB ranges from 71.956% to 84.129%. These variations align with the Marshall mix design standards for medium-traffic pavements, which recommend VMA values between 14% and 20%, VTM between 3% and 5%, and VFB between 65% and 80%, demonstrating a balanced binder and aggregate mix. The developed RSMs for VMA, VTM, and VFB demonstrated high predictive accuracy with R² values of 80.18%, 78.82%, and 77.72%, respectively. Optimization using MATLAB’s fmincon solver yielded the optimal proportions of sand (33.347%), stone dust (3.479%), bitumen (5.779%), and PPF (0.125%), resulting in a VMA of 17.12%, VTM of 3.47%, and VFB of 81.12%, all of which meet or exceed the Marshall mix design standards. These findings emphasize the effectiveness of RSM in optimizing the volumetric properties of fiber-reinforced asphalt, ensuring a well-balanced mixture that offers durability, strength, and flexibility, making it suitable for medium-traffic conditions. VL - 11 IS - 1 ER -
Department of Civil and Environmental Engineering, University of Port Harcourt, Port Harcourt, Nigeria
Department of Civil and Environmental Engineering, University of Port Harcourt, Port Harcourt, Nigeria
Department of Civil and Environmental Engineering, University of Port Harcourt, Port Harcourt, Nigeria
Department of Civil and Environmental Engineering, University of Port Harcourt, Port Harcourt, Nigeria
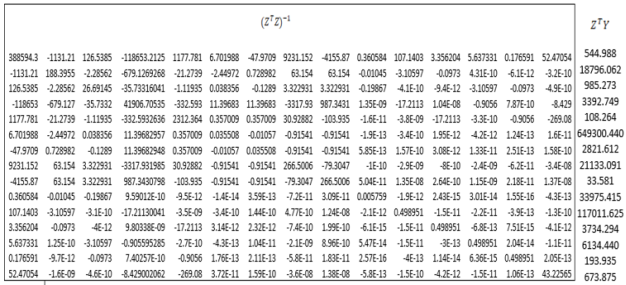
Figure 1. (ZTZ)-1 and (ZTY) Components for Predicting VMA of PPFRAC; Y is VMA (%).
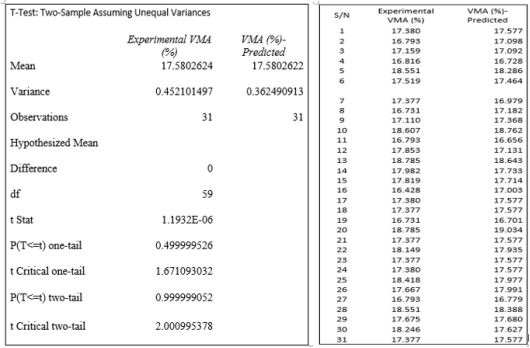
Figure 2. T-Test for PPFRAC VMA Model Validation.
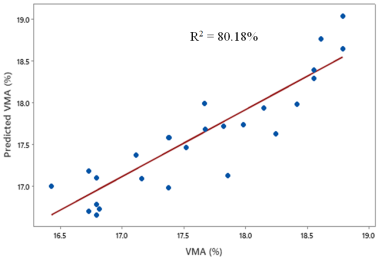
Figure 3. Verification of PPFRAC VMA Model Using R2 Statistics.
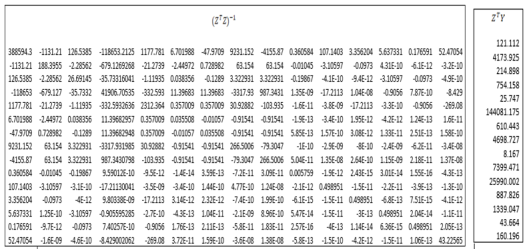
Figure 4. (ZTZ)-1 and (ZTY) Components for Predicting VTM of PPFRAC; Y is VTM (%).
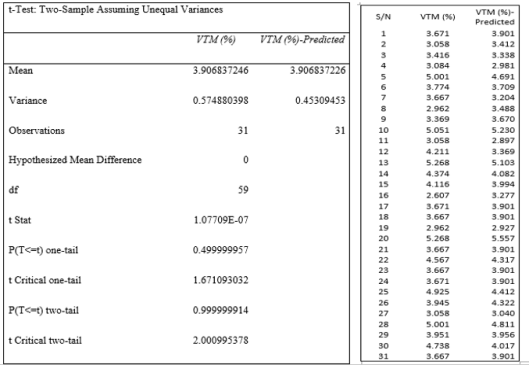
Figure 5. T-Test for PPFRAC VTM Model Validation.
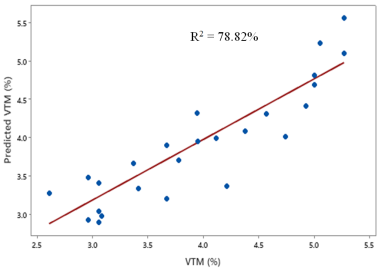
Figure 6. Verification of VTM of PPFRAC Model Using R2 Statistics.
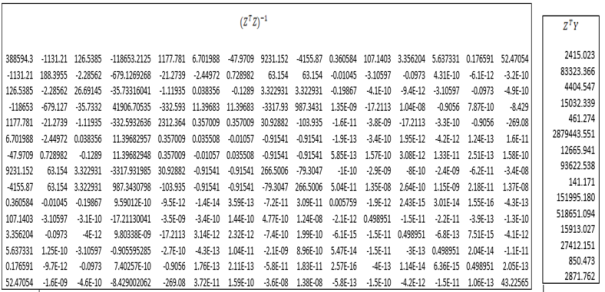
Figure 7. (ZTZ)-1 and (ZTY) Components for Predicting VFB of PPFRAC; Y is VFB (%).
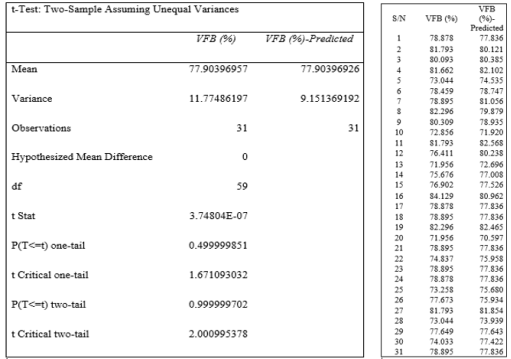
Figure 8. T-Test for PPFRAC VFB Model Validation.
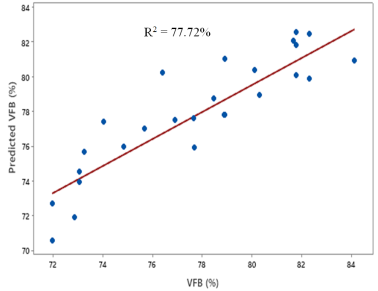
Figure 9. Verification of VFB of PPFRAC Model Using R2 Statistics.
Information

